









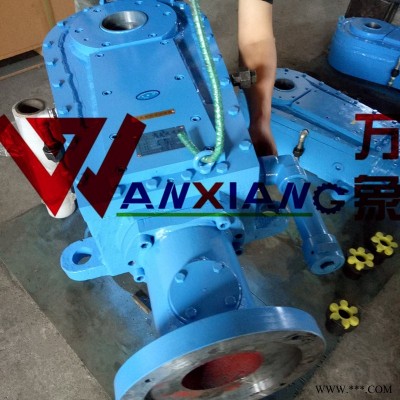
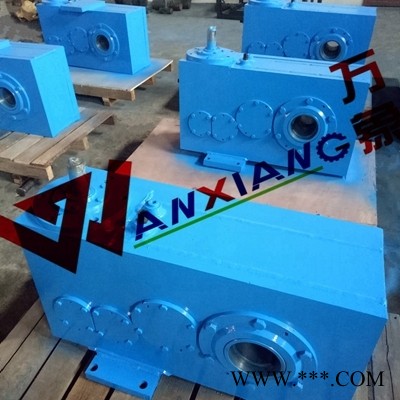




本公司多年来为各个炼钢企业配套设计生产的连铸线和连轧线用LJJ242拉矫机减速机/LJJ205减速机,LJJ242拉矫机减速机参照ZBJ19026-90标准生产制造,电机输入,出轴位于垂直状态的外啮合齿轮传动结构;该系列减速机在模块组合体系基础上设计制造,有较多的电机组合、安装形式和结构方案,传动比分级细密,满足不同的使用工况,实现机电一体化;主要传动零件采用质优合金钢材质,齿轮经渗碳、淬火、磨齿工艺制造,6级精度,具有承载能力高、寿命长、体积小、耗能低、效率高、重量轻、性能稳定等特点,用于输入轴与输出轴呈垂直方向布置的传动装置,为冶金轧钢拉矫机专用减速机。

LJJ242-432.7拉矫机减速机具有以下几个特点:
1、LJJ242减速机所配电机型号YTAE2-160M-6,7.5kw(由需方自己提供),减速机输入转速970r/m,减速比432.7,安装形式B5-V1。
2、标准配置为,面对减速机输出轴方向看为顺时针。
3、减速机采用油池润滑,壳体水套水循环冷却,允许环境温度120°,润滑油采用GB5903中N320中极压工业齿轮油或壳牌46号液压油,不允许混合用不同牌号的齿轮油。
4、LJJ242减速器安装到位后,注入润滑油。垂直安装的油面,由油尺上油位而定,倾斜安装时,由下油位决定。油尺位置适用于箱体垂直和右倾安装,左倾安装时,油尺需移至右侧接口。
5、在进水出水口接通冷却水(两接口可任意交换进出水方向)。在开车负载运行时,需同时开通冷却水质,经过一段水垢影响水套冷却效果后,可用化学清垢液清洗水源。
6、减速机在正式运行前,应进行空载运转,时间不得小于1小时。运转应平稳、无冲击、振动、杂声及漏油等现象,发现故障应及时排除。
7、首次注入的润滑油需在运转300-600小时后更换。此后,每运转1500-5000小时更新一次,主要视工作环境而定,在换油时应同时清洗磁性油。









