
















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
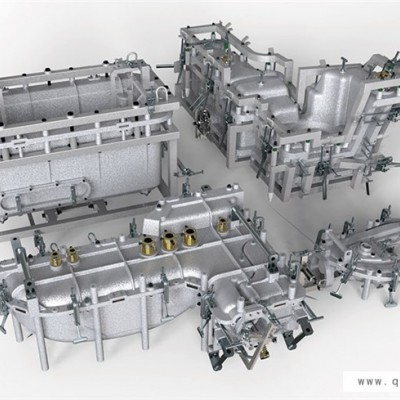
PE及复合材料的滚塑加工知识
聚乙烯的很多机械性能都决定于材料的密度和熔融指数。从低密度聚乙烯到高密度聚乙烯,其密度在0.90-0.96g/cm3范围内变化。聚乙烯的熔融指数(熔体流动指数)变化范围很大,可从0.3到25.0以上。聚乙烯的很多重要性能都随着密度和熔融指数而变化。
聚乙烯材料的玻璃化温度较低,铝合金滚塑模具,为125℃,但在较宽的温度范围内,能保持它的机械性能。线性高分子量聚乙烯的平衡熔点为137℃,但一般很难达到平衡点,通常在加工时的熔点范围为132—135℃。聚乙烯的着火温度是340℃,自燃温度是349℃,其尘埃的着火温度是450℃。聚乙烯的熔融指数决定于其分子量的大小。不同分子量的聚乙烯材料混合时,其熔融指数也按一定的规律取其一定的值。
聚乙烯滚塑工艺过程中的冷却控制
在冷却过程中,聚乙烯熔体的温度将从200℃降至接近室温,江苏滚塑模具,聚乙烯的分子将从无序的状态转变为较为有序的晶态。结晶的过程需要一定的时间,结晶的速度和聚乙烯熔体的粘度有关。当聚乙烯熔体被迅速冷却时,聚乙烯熔体的粘度迅速增加,使其晶粒的生长受到阻碍,从而影响聚乙烯的结晶度。当结晶度不同时,滚塑模具加工,聚乙烯制品的密度就不同,物理性能也将有所差别。由此,急速冷却的聚乙烯滚塑制品具有较低的密度,而缓慢冷却的制品则具有较高的密度。当然,制品冷却越慢,其生产周期越长,成本越高。用于滚塑生产的聚乙烯粉末本身具有一定的密度,它决定于材料的生产厂家。但经过滚塑生产后,由于冷却速度的不同,聚乙烯滚塑制品的密度将发生一定的变化。
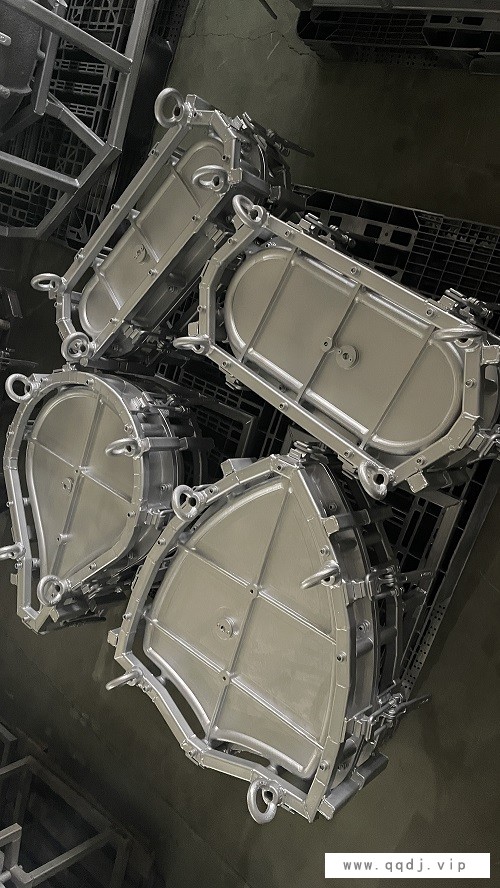
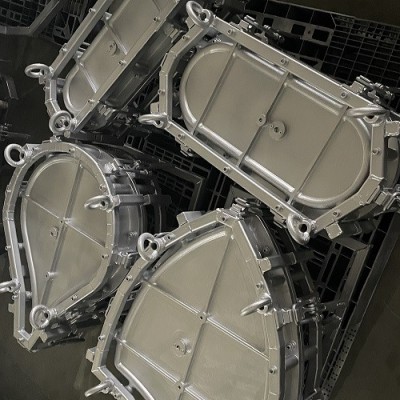
滚塑模具制作注意事项
一,出模角:滚塑制品在高温状态下具有一定的可塑性,因此出模角可以相对较小,甚至局部有小尺寸的倒勾也能出模,但如是大面积或很深的倒勾则必须将该部位做成侧开式结构.
二.滚塑模具壁厚的选择:太厚会使导热及散热不良,浪费能源和影响生产效率,铸铝滚塑模具,太薄则使模具没有强度,易损坏.同时,模具壁厚不均匀还会造成滚塑制品的壁厚不均匀,所以应控制好磨具壁厚.
苏州卓和塑模科技有限公司是一家从事于滚塑模具滚塑制品开发和生产的公司,并拥有多年滚塑模具滚塑制品开发和生产经验,欢迎大家来电咨询!
铝合金滚塑模具-卓和塑模(在线咨询)-江苏滚塑模具由苏州卓和塑模科技有限公司提供。苏州卓和塑模科技有限公司位于泰州市姜堰区姜园路9号。在市场经济的浪潮中拼博和发展,目前卓和塑模在成型模中享有良好的声誉。卓和塑模取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。卓和塑模全体员工愿与各界有识之士共同发展,共创美好未来。")

-台州滚塑模具")
")


")
-芜湖铝合金滚塑模具")