



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
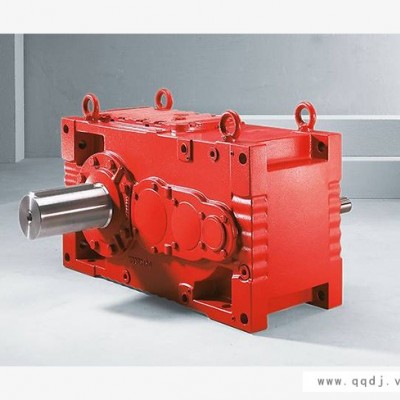
减速机内部零件清洗注意事项
减速机内部零件的清洗不容忽视。大多数人只清洁减速机的外部零件。如果内部零件不清洗,会影响机器的运转,因此有必要对零件进行清洗。但如果要清洗零件,需要先拆下减速器,并注意以下问题: (1) 拆下减速器上壳体。如果减速器有半联轴节,首先拆下半联轴节。拆下固定螺栓,将螺母拧到螺栓上,妥善保管,检查上壳体有无缺损和裂纹。标记装配标记并拆下轴承端盖。首先检查是否有螺栓缺失等异常情况,确认无误后,sew电机公司,用顶丝顶起上壳,吊放到准备好的底板上。用塞尺或压铅丝法测量各轴承间隙。每套轴承多测点,并做好记录。将减速机内的润滑油排干,存放在油箱内 (2) 取出主动轴和从动轴总成。在齿轮啮合上做一个标记。齿轮总成吊出后应放在干燥的木板上,排列整齐稳定,防止磕碰,并拆下轴轴承和齿轮 (3) 用煤油清洗轴承、箱体和齿轮,为后续检查做好准备,拆卸时注意不要损坏设备内的零件。清洁零件并干燥。如有零件损坏,应及时更换并正确安装,以备下次使用。
中间轴加工工艺有哪些?中间轴作用是在输出轴和输入轴之间传动动力和运动,是汽车变速箱里的一根传动轴,齿轮与轴本身为一体。中间轴允许的误差为±0.1,两端常见的尺寸是222.2mm。两端面为轴承装配的位置,其尺寸直接决定轴在变速器箱体内的定位可靠性,sew电机,因此在工艺过程中必须保证尺寸的。 现有中间轴加工工艺是对端面进行精车,进行清洗、包装入库、成品检验,其中还有将中间轴进行锻造、下料、精车、正火、搓花键、制齿、钻孔、校直、磨外圆、热处理的工艺。 中间轴在热处理时,中间轴需要经过两次精车,中间轴的形变难以估计,在热处理之前需要进行次精车,经过热处理后还需要根据热处理后的实际情况对中间轴工件再次精车,影响中间轴加工的进度,精车中间轴工件需要耗费不少时间,才能保证中间轴的尺寸达到终尺寸的要求。 没有留第二次精车的加工余量,缩短了中间轴加工的时间,减少了中间轴加工的工序,只需在热处理前进行一次精车就能使工件达到中间轴跳动和尺寸的要求,不需要进行再次精车,提高了生产效率,加快了中间轴加工的进度。
电机接头的选择应与导线导体的直径和电机电流相匹配。此外与引线的连接过程非常关键;对于小型电机来说,大多数情况下采用焊接,但是对于大型电机来说,由于加工效率和质量可靠性的原因,大多数情况下采用冷压工艺,这样就不会损坏引线和引线的绝缘层,同时还可以保证两者之间的连接足够紧密。在实际加工过程中,冷压工艺需要必要的模具和设备来保证。如果模具不合适,设备压力过高或过低,都会导致连接不良的效果,还有连接端的材料和制造质量也会严重影响连接效果。这个看似简单的环节,直接影响到电机的运行质量。电机接头必须符合形状、尺寸等相关参数,并应符合JB/T2436.1和JB/T2436.2的相关规定。电机接头应采用99.9%纯度的工业铜板冲压成型,材料代号为T2,sew电机价格,其材料技术要求应符合GB/T2040的规定。在实际采购过程中,可以发现一些厂家生产的终端材料不符合要求,在使用过程中容易发生脆性断裂。电机接头可根据使用环境镀镉或镀银,涂层的目的是增加端部的化性和耐腐蚀性。如果采用冷压工艺,可选择压坑和压环两种压接工具进行安装。压接工具的硬度应不小于HRC40,压痕深度应约为端部外径的1/2,每平方毫米导线截面的压接力应不小于600牛顿,冷压设备的参数应保证这些要求。电机制造商在确定工艺时,sew电机哪家好,应通过必要的手段监控工艺参数的合理性和实施程度。压接工具可以是手压、气压或液压,其压力应满足冷压端的要求并且使用前应进行压力试验,质量检验符合要求后方可投入使用。端部冷挤压使用压接工具时,应按规定定期进行结合电阻率的抽查和测量,并根据测试结果对压接工具进行修理或报废。当使用压接工具对端部进行冷挤压时,应定期进行拉伸试验。试验过程中,导线不得拔出或折断,端部不得开裂或变形。
sew电机-安徽恩扬减速机配件厂-sew电机价格由安徽恩扬传动技术有限公司提供。“SEW减速机,诺德减速机,nord减速机”选择安徽恩扬传动技术有限公司,公司位于:安徽省芜湖市弋江区南塘湖路华港花园26栋一单元504,多年来,恩扬减速机坚持为客户提供好的服务,联系人:郭经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。恩扬减速机期待成为您的长期合作伙伴!


-NORDSK 43-天津NORD")
-sew电机哪家好-sew电机")



")
