



















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
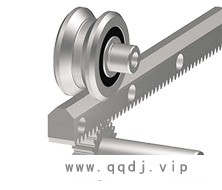
对于开始传动、并有冲击载荷的齿轮齿条传动,要注意的方面有如下几个方面:1、好是设计成变位齿轮,而且是负变位齿轮,V型导轨安装,负变位将会有助于提高齿根的抗弯强度、有助于提高齿轮的耐冲击的能力。2、齿面的热处理硬度不易太硬,HRC30~HRC35即可,齿面太硬会在冲击载荷下发生轮齿崩裂3、齿面的淬火深度不易太深,一般为1/5m~1/10m(m:模数),要保持心部材料有足够的韧性,从而来缓冲外部的冲击载荷4、在结构允许的前提下,模数m应该稍微选得大一点,对于有冲击载荷的开始传动尤为重要5、设计转速不易太高6、结构要有足够的耐冲击能力、以及足够的保证齿轮齿条运行的刚度7、轴承的选用建议选择滑动轴承,不要选择滚动轴承,V型导轨厂,滑动轴承可以有良好的耐冲击性能,但是,V型导轨参数,要保证滑动轴承有良好的润滑 [2] 。
在齿轮动态啮合力作用下,系统的各零部件会产生振动,这些振动所产生的声辐射称为自鸣噪声。对于开式齿轮传动,加速度噪声由轮齿冲击处直接辐射出来,V型导轨,自鸣噪声则由轮体、传动轴等处辐射出来。一般来说,齿轮系统噪声发生的原因主要有以下几个方面:
1、齿轮系及齿轮箱方面。
齿轮系统装配偏心,接触精度低,轴的平行度差,轴,轴承、支承的刚度不足,轴承的回转精度不高及间隙不当等。
2、其他方面输入扭矩。
负载扭矩的波动,轴系的扭振,电动机及其它传动副的平衡情况等。
3、齿轮设计方面。
齿轮系统参数选择不当,重合度过小,齿廓修形不当或没有修形,齿轮箱结构不合理等。齿轮加工方面基节误差和齿形误差过大,齿侧间隙过大,表面粗糙度过大等。
如何控制齿轮淬火畸变
齿轮淬火是造成畸变的主要环节。控制淬火畸变的基本方法是尽可能地使齿轮各部位冷却均匀。除此之外,小编认为,还有以下问题值得注意:
压力强制淬火。
国内众多齿轮生产者在观念上主张自由淬火,以求简化工艺,方便操作,降低成本,压力强制淬火工艺及设备的发展也因此受到很大的影响。遗憾的是,象锥齿轮这类具有结构特殊性的齿轮采用自由淬火难于控制畸变,几十年来,锥齿轮的畸变一直困扰着我国的齿轮行业。
V型导轨参数-V型导轨-法恩司设备由苏州法恩司工业设备有限公司提供。苏州法恩司工业设备有限公司为客户提供“减速机,齿轮齿条,模组”等业务,公司拥有“法恩司”等品牌,专注于减速机、变速机等行业。,在苏州市苏州工业园区汀兰巷183号沙湖科技园8B307的名声不错。欢迎来电垂询,联系人:何先生。





-NORDSK 43-天津NORD")
-sew电机哪家好-sew电机")


