












电子/五金/电光源点焊机的原理
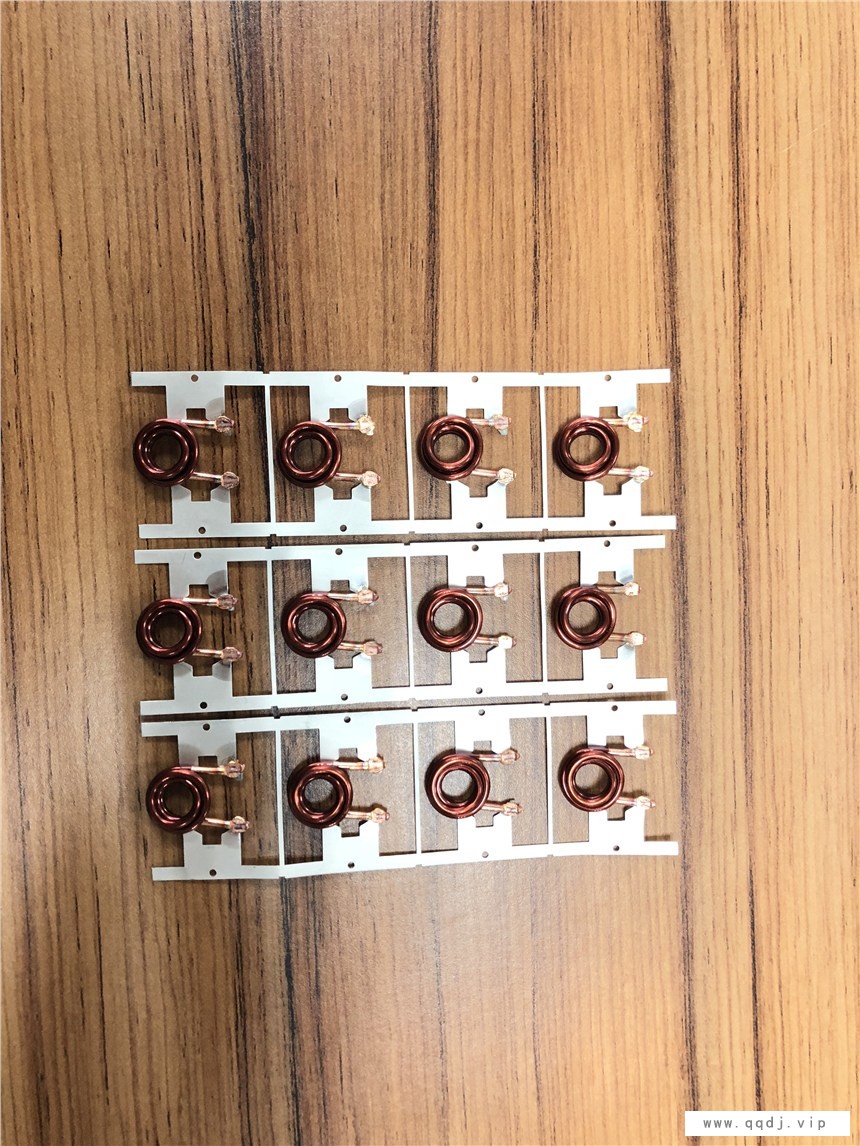
JYD系列逆电子/五金/电光源点焊机,变直流电阻焊接电源是采用IGBT逆变技术、微机控制技术和现代电力电子技术开发的新型电源。该设备原理见图1。由于采用AC-DC-AC-DC的变换技术,时间控制达到毫秒级精度、控制响应和控制精度大大提高;直流输出(图2)使焊接工艺性显著改善;逆变技术还使设备具有小型、节能高效等一系列优点;微控制器(MCU)与电子技术的采用使该设备具备现代设备的优秀功能,包括数字控制、监控、故障诊断与保护、数据传输等,设备功能齐全、灵活方便、适应面广。该类设备特别适合于铜、铝等有色金属材料的点焊、合金材料的点焊、精密零件的点焊和高质量产品的点焊。

2.2电子/五金/电光源点焊机的特点
JYD液晶显示系列电子/五金/电光源点焊机,逆变式电阻焊电源的特点:
1)直流输出。焊接电流为脉动直流(且波纹度小),无交流过零不连续加热工件的缺点,热量集中,提高了焊接热效率,对有色金属材料和一些难焊材料的焊接特别适合,焊接过程稳定、焊接质量显著提高。同时,电极寿命获得延长。
2)由微控制器(MCU)控制,具有电流、电压、功率监控功能。
3)逆变桥采用软开关技术,减小开关损耗,减小电磁干扰。
4)具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能。
5)逆变桥电流失常自动关断,增强系统保护。
6)三段加热设定,带电流缓升缓降功能,时间宽范围设定(0-250ms或0-1s),适用复杂焊接过程需要。
7)20组参数储存,方便多种焊接品种使用。
8)240x128 LCD显示,同时显示多种内容。
9)较强的外部通讯功能:焊接结束、故障、计数信号、RS-232数据通讯口(选配),便于自动焊使用。
10)数据存储采用EEPROM,无电池寿命问题。
11)响应速度快。由于采用了较高的逆变频率(4kHz、1kHz),具体型号机器的逆变频率可查阅表1。通电时间控制周期为0.25ms或1ms,比通常交流焊机的20ms提高80或20倍,控制精度明显提高。与电容储能焊机相比,无需充放电,可控性明显增强,特别适合于精密件的焊接和高质量、高精度、高速度焊接。
逆变点焊电源与工频交流点焊电源的比较
①焊接质量
工频交流焊机的调节周期较长,对50Hz的电网,焊接时间调节分辨率为20ms。逆变直流点焊机时间调节分辨率可达0.25ms(4kHz逆变频率),控制精度高。逆变焊机的反馈控制的响应速度明显加快,输出稳定性好。
工频交流焊机由于电流过零的影响,热效率低,用晶闸管调节电流,当电流百分比偏小时,过零时间长,影响更大;逆变直流点焊机输出电流为脉动直流,在回路电感的作用下为连续直流输出,热效率高,焊接热输入稳定。
②焊接速度
工频交流焊机由于电流过零的影响,加热时间相对较长。逆变电阻点焊机为直流输出,加热集中,焊接时间缩短。
③节能效果
工频交流点焊机工作在50Hz,变压器损耗大,焊机功率因素低,回路损耗大。逆变焊机变压器工作在较高的频率(1-4kHz),损耗很小,直流输出改善功率因素,节能效果明显。
④设备体积与重量
工频交流焊机的变压器铁心较大,同样功率条件下设备较笨重。逆变直流电阻点焊机变压器大大减小,设备较轻巧。
逆变点焊电源与电容储能点焊电源的比较
1)焊接质量
电容贮能焊机将电容中储存的能量一次性释放给焊接回路,输出能量调节靠控制电容的充电能量完成,通常有调节充电电压和电容容量两种方法,输出电流为脉冲电流,时间不能通过电子控制来调节。逆变直流焊机为较平稳的直流,电流通过逆变脉宽调节,时间通过逆变周期数调节,焊接能量可由电流和时间精确控制。
2)焊接速度
电容贮能焊机需要合理的电容充电过程(否则电容容易损坏),降低了生产速度。逆变电阻点焊机没有这一过程,焊接速度高。
3)节能效果
电容贮能焊机的变压器实际工作在更低的频率,为防止饱和,变压器铁心更大,损耗加大;电容充电回路也增加损耗。逆变焊机变压器工作在较高的频率(1-4kHz),损耗很小,直流输出改善功率因素,节能效果明显。
4)设备体积与重量
电容贮能焊机的变压器铁心大,储能电容也占据相当的空间,设备笨重。逆变直流电阻点焊机变压器小、没有庞大的电容器组,设备较轻巧。
焊接电流对电阻焊接头性能的影响
焊接时流经焊接回路的电流称焊接电流。焊接电流是最重要的点焊参数,调节焊接电流对接头性能的影响见图25。
AB段 曲线的陡峭段。由于焊接电流小,使热源强度不足而不能形成熔核或熔核尺寸甚小,因此焊点拉剪载荷较低且很不稳定。
BC段 曲线平稳上升。随着焊接电流的增加,内部热源发热量急剧增大,熔核尺寸稳定增大,因而焊点拉剪载荷不断提高(一般情况下,焊点拉剪载荷正比于熔核直径)。临近C点区域,由于板间翘离限制了熔核直径的扩大和温度场进入准稳态,因而焊点拉剪载荷变化不大。
C点以后 由于电流过大,使加热过于强烈,引起金属过热、喷溅、压痕过深等缺陷,接头性能反而下降。
图25还表明,焊件愈厚BC段愈陡峭,即焊接电流I的变化对焊点拉剪载荷的影响愈敏感。
焊接时间对电阻焊接头性能的影响
电阻焊时的每一个焊接循环中,自焊接电流接通到停止的持续时间,称焊接接通时间,简称焊接时间。
焊接时间对接头性能的影响与焊接电流相类似,如图26。但应注意两点:①C点以后曲线并不立即下降,这是因为尽管熔核尺寸已达饱和,但塑性环还可有一定扩大,再加之热源加热速率较和缓,因而一般不会产生喷溅;②焊接时间对代表接头塑性指标的延性比影响较大,因此,对于承受动载或有脆性倾向的金属材料(可淬硬钢、钼合金等)点焊接头,还应考虑焊接时间对拉伸载荷的影响。
电极压力对电阻焊接头性能的影响
电极压力也是点焊的重要参数之一。电极压力过大或过小都会使焊点承载能力降低和分散性变大,尤其对拉伸载荷影响更甚。当电极压力过小时,由于焊接区金属的塑性变形范围及变形程度不足,造成因电流密度过大而引起加热速度大于塑性环扩展速度,从而产生严重喷溅。这不仅使熔核形状和尺寸发生变化,而且污染环境和不安全,这是绝对不允许的。电极压力大将使焊接区接触面积增大,总电阻和电流密度均减小,焊接区散热增加,因此熔核尺寸下降,严重时会出现未焊透缺陷。
一般认为,在增大电极压力的同时,适当加大焊接电流或焊接时间,以维持焊接区加热程度不变。同时,由于压力增大,可消除焊件装配间隙、刚性不均匀等因素引起的焊接区所受压力波动对焊点强度的不良影响。此时不仅使焊点强度维持不变,稳定性亦可大为提高。
电极压力选择时还应考虑以下因素:①高温强度愈大的金属,电极压力应相应增大;②焊接规范愈硬,则电极压力应相应增大;为减少采用较小电极压力所带来焊接区的加热不足,可采用马鞍型压力变化曲线。
电极端面尺寸对电阻焊接头性能的影响
电极头是指点焊时与焊件表面相接触的电极端头部分。电极头端面尺寸增大时,由于接触面积增大、散热效果增强,均使焊接区加热程度减弱,因而熔核尺寸减小,使焊点承载能力降低。
广州市精源电子设备有限公司是专业从事高精密点焊机,电子/五金/电光源点焊机,脉冲热压机,高频点焊机,碰焊机,逆变点焊电源,脉冲热压焊机,Hot bar机,缝焊电源,微电弧点焊电源等研发、生产和销售的高新技术企业。
可为您量身定做全方位的精密焊接解决方案!
我们将为您量身定做最合适的产品!









