
供应:10000
发货:100天内
| 认证: | is9001 | 材质: | ZG230-450H |
| 合金元素含量: | 低合金钢 | 合金元素种类: | 锰钢 |
| 用途: | 合金结构钢 | 性能: | 特殊性能钢 |
| 加工工艺: | 砂型铸造 | 型号: | 定制 |
| 规格: | 定制 | 商标: | 盈丰铸钢 |
| 包装: | 涂装 | 定制: | 定制 |
| 产量: | 10000 |
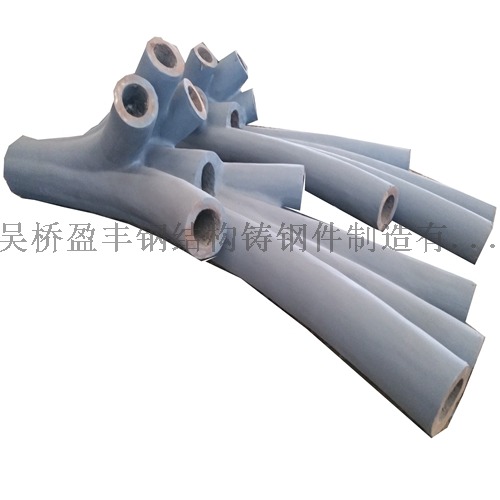
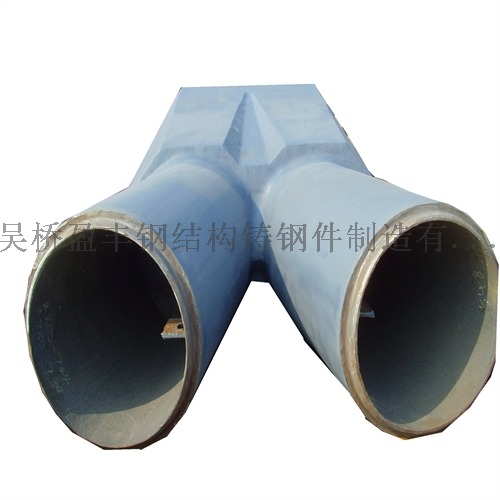
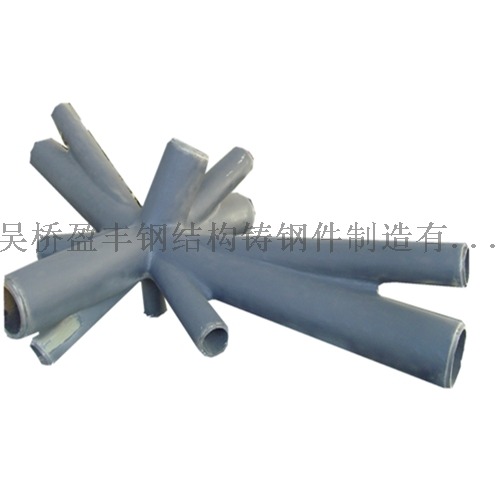
大型钢结构场馆用铸钢材质节点基本介绍
铸钢缺陷产生的原因分析
铸钢件常常会出现砂眼、气孔、裂纹、缩松、缩孔和夹杂物等各种铸造缺陷, 生产控制有一定难度,尤以砂型铸造的合金钢铸件为多。因为钢中合金元素越多钢液的流动性越差,铸造缺陷就 容易产生。
一、铸钢的铸造工艺特点
铸钢的熔点较高,钢液易氧化、钢水的流动性差、收缩性大,其体收缩率为10~14%,线收缩为1.8~2.5%。为防止铸钢件产生浇不足、冷隔、缩孔和缩松、裂纹及粘砂等缺陷,必须采取较为复杂的工艺措施:
1、由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
2、由于铸钢的收缩量较大,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口、冷铁和补贴等措施,以实现顺序凝固。
3、为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。4、铸钢的熔点高,相应的其浇注温度也高。高温下钢水与铸型材料相互作用,极易产生粘砂缺陷。因此,应采用耐火度较高的人造石英砂做铸型,并在铸型表面刷由石英粉或锆砂粉制得的涂料。为减少气体来源、提高钢水流动性及铸型强度,大多铸钢件用干型或快干型来铸造,如采用CO2硬化的水玻璃石英砂型。
二、铸钢件常见的铸造缺陷
铸钢件在生产过程中经常会发生各种不同的铸造缺陷,常见的缺陷形式有:砂眼、粘砂、气孔、缩孔、缩松、夹砂、结疤、裂纹等。
A )砂眼缺陷
砂眼是由于金属液从砂型型腔表面冲下来的砂粒(块),或者在造型、合箱操作中落入型腔中的砂粒(块)来不及浮入浇冒系统,留在铸件内部或表面而造成的。砂眼缺陷处内部或表面有充塞着型(芯)砂的小孔,是一种常见的铸造缺陷。
B)粘砂缺陷
在铸件表面上,全部或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使铸件表面粗糙,难于清理。粘砂多发生在型、芯表面受热作用强烈的部位,分机械粘砂和化学粘砂两种。机械粘砂是由金属液渗入铸型表面的微孔中形成的,当渗入深度小于砂粒半径时,铸件不形成粘砂,只是表面粗糙,当渗入深度大于砂粒半径时,就形成机械粘砂,化学粘砂是金属氧化物和造型材料相互进行化学作用的产物,与铸件牢固地结合在一起而形成的。
C)气孔缺陷
在铸件内部,表面或近于表面处,有大小不等的光滑孔眼,形状有圆的,长的及不规则的,有单个的,也有聚集成片的。颜色有白色的或带一层暗色,有时覆有一层氧化皮。由于气体的来源和形成原因不同,气孔的表现形式也各不相同,有侵入性气孔、析出性气孔和反应性气孔。侵入性气孔体积较大,形状近似梨形,常出现在铸件上部靠近型芯壁或浇注位置处,主要是由于砂型芯中产生的气体侵入金属中未能逸出造成的,梨形气孔小端位置表明气体由该处进入铸人件。析出性气孔多而分散,一般位于铸件表面,往往同一炉铸件几乎都会出现,主要是由于金属在熔炼过程中吸收的气体在凝固前未能全部析出,就在铸件中形成许多分散的小气孔。反应性气孔是由于金属一铸型界面发生化学反应而产生的气孔,因其分布均匀且往往在铸件表皮以下1-3è处(有时在一层氧化皮下面)出现,所以又称为皮下气孔。又由于这种气孔多呈细长形针孔状,其长轴与铸件表面垂直,又可将其称为针孔。
D)缩孔缩松缺陷
在铸件厚断面内部,热节处或轴心等最后凝固的地方,形成不规则的表面粗糙的孔洞,该处晶粒粗大,往往带有树枝晶.孔洞大而集中的为缩孔,孔眼小而分散的称为缩松。主要是由于铸件在冷却凝固时所产生的液态收缩和凝固收缩远远大于固态收缩,且在铸件最后凝固的地方得不到金属液的补充造成的。E)夹砂结疤缺陷
夹砂是指在铸钢件表面上,有一层金属瘤状物或片状物,在金属瘤片和铸件之间夹有一层型砂或涂料,结疤是由于金属液在铸型表面局部冲去了一块砂的地方或在发生搅拌或沸腾现象的地方出现了一块凸出的疤痕,脱落的砂夹在疤块中或铸件的其他部位中。在浇注时,湿型型腔表面的水分因受到钢液的高温烘烤而向砂型内部发生迁移,形成强度较低的水分凝聚区,易使型腔表面脱层而造成铸钢件结疤、夹砂等缺陷。
F)裂纹缺陷
裂纹分为冷裂和热裂。冷裂指铸件凝固后冷却到弹性状态时,因铸件局部的铸造应力大于合金的极限强度而引起的裂纹;热裂是铸件在凝固末期或终凝后不久,铸件尚处于强度和塑性很低状态下,因铸件固态收缩受阻而引起的裂纹。白点是淬透性高的合金钢铸件在快速冷却时,因析出氢及产生较高的组织应力和热应力而引起的微细裂纹。
1、皮下裂纹
皮下裂纹隐藏在铸件表皮之下,裂纹较大且走向曲折,机加工后即可发现。皮下裂纹也是常见的热裂纹。
2、外裂纹
外裂纹常出现在阀门铸件两壁交接的热节部位,如法兰根部、阀门本体外壁凸起的表面处。外裂纹肉眼即可发现,裂纹比较直,与应力方向垂直,是比较典型的晶间裂纹。由于铸件表面早先凝固,裂纹由外向内发展,因此,外裂纹一般很难得到补缩金属液的自焊补。
3、内裂纹
内裂纹是指形成于铸件厚大热节内部的热裂纹,产生波探伤或射线探伤时即可发现,或打压渗漏。
大型钢结构场馆用铸钢材质节点性能特点





 大型钢结构场馆用铸钢材质节点技术参数 大型钢结构场馆用铸钢材质节点使用说明 大型钢结构场馆用铸钢材质节点采购须知
大型钢结构场馆用铸钢材质节点技术参数 大型钢结构场馆用铸钢材质节点使用说明 大型钢结构场馆用铸钢材质节点采购须知